







 VISI Machining 3D
VISI Machining 3D
制造业先进的 CAD/CAM/CAE 系统解决方案
VISI Machining 3D 在最复杂的 3D 制品上创建智能的刀具路径. 专注的高速铣削技术, 以平顺的运算法则建立高效率的 NC 代码. 智能的刀具路径将减少机床上的周期时间, 提高生产率, 并连续生产出高质量的零件.
功能概述:
- 多种 CAD 转换接口
- 综合的刀具库
- 摆线粗加工技术
- 易操作的二次粗加工
- 复合精加工策略
- 浅滩 / 峭壁余料清角加工
- 全面的刀具 & 刀把过切保护
- 优化的高速刀具路径接续移动
- 运动模拟
- 客制化后处理器
- 可靠 & 高效的 NC 程序
- 支援多线程后处理器
多种 CAD 接口和强大的建模功能. VISI 能够直接以 Parasolid, IGES, CATIA v4 & v5, Pro-E, UG, STEP, Solid Works, Solid Edge, ACIS, DXF, DWG, STL 和 VDA 文件工作. 多种转换接口确保使用者能够操作来自任意供应商的数据. 有着复杂设计能力的公司将能够轻松运用来自客户的简单的 CAD 数据. VISI 能够直接以线架构, 实体, 曲面和网格数据或所有这四个的复合体, 提供给使用者一些工具, 操作任意 CAD 数据, 或快速重建制品以备加工, 完全地提供准确的曲面和实体混合建模的能力.
直观的界面. 一种简单的树结构使得使用者能够容易地操纵加工工程. 切深, 切宽, 斜向下刀角度等加工参数能够使用一个很图形化的界面输入. 最普遍使用的数值能够被存储为默认设置, 使操作者能够使用一个标准的一致的加工模式. 在线帮助将指导编程者完成可用的加工选项.
有着刀把, 刀具参数和姐妹刀具的综合的刀具库. 刀具, 刀把, 加长杆, 接合器的目录中存储了主轴转速, 进给速度, 最佳的切削深度, 切宽值和刀具补偿, 除此之外刀具和刀刃的长度能够由使用者定义的数据库中选取. 针对较长的加工周期, VISI 将记录下加工的完成量. 当指定的刀具寿命已经到了, 系统将自动呼叫姐妹刀具, 从而最小化磨损或折断的刀具损害到被加工的制品.
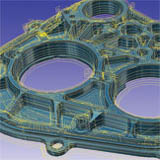
多种的粗加工刀具路径. 结合了智能的倾斜, 螺旋和平面进刀模式的一种等高粗加工, 摆线粗加工, 公模式粗加工和残料粗加工的组合体, 使得使用者自由的生成高效的 NC 代码, 以使用于所有的零件. 结合平顺的转角半径和路径间平顺的接续, 刀具将在机床上保持最快的进给速度, 并防止刀具在转角位置停顿. 针对后续的粗加工工程, VISI 将记忆零件上被留下的剩余的余料, 并只在那些区域进行加工. 浪费的空切将被降到最低, 多余的快速移动将被消除, 同时刀具将避开在可能导致刀具折断的过量余量的区域下刀. 起始坯料要做预加工, 或者可能是一个铸件, VISI 将仅仅识别和加工材料存在的区域, 并再次消除无用的移动, 和保持最小化的切削时间.
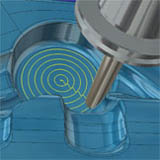
摆线加工. 摆线加工路径允许刀具以一种独特的方式粗加工制品. 这种方式的原理是利用刀具整个的刀刃长度和较小的切宽加工制品. 不停的重复这个过程, 直到所有的零件被完全加工. 刀具尽可能多的停留在制品上, 并且当制品外形需要时, 刀具路径将自动切换成一种次摆线类型的移动. 这种刀具路径确保刀具从不会以全部宽度切削, 并保证一个固定的刀具负载. 刀具磨损被平均分散在切削曲面上, 力的中心是在刀具一半位置, 降低偏摆和潜在的震动. 使用摆线粗加工, 整个过程自动调整刀具路径, 以实现高效和安全的加工, 改善切削条件, 并允许维持更高的加工速度. 这个结果将节省实际切削时间的 40% 以上.
曲面加工. 曲面加工是基于单一或复数曲面, 并直接加工曲面, 代替建立成三角化网格. 这种策略在加工由曲面群组成的 R 角时是非常理想的, 时刀具的接触点能够加工到图形的整个边界. 这种灵活的策略对于非整个零件的小区域的加工也是非常有用的. 所有刀具路径都能利用多种干涉侦测选项避免相邻曲面被过切.
平坦曲面加工. 针对制品平坦的区域, VISI 将自动侦测这些区域, 并使用一把平底刀加工. 这些区域的加工时间将被大量缩短, 并且使用一把平底刀能够极大地改善曲面的精度.
3D 等宽精加工. 3D 等宽刀具路径提供了一种固定的曲面精度, 不管零件的外形怎样. 通过混合贯穿刀具路径至零件的曲面, 一条刀具路径将完成整个工作, 始终保持刀具在曲面上, 最少化退刀移动, 并排除相同的刀具路径. 作为刀具路径切宽被平顺地分配于制品的外形上, 刀具的震动负载将被降到最低时, 机床能够在最优化的进给速度下运行.
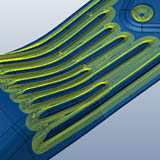
真实的螺旋精加工 / 放射精加工. 针对圆形的零件, 两种刀具路径都是理想的精加工策略, 它们是基于一种内部和外部圆形限制. 螺旋刀具路径只有一个起始点和一个结束点, 保证刀具停留在零件上, 消除所有多余的移动或尖锐方向的变化. 刀具路径将时机床能够在非常高的进给速度下运行, 它将消除因方向突然改变而导致的加速和减速. 放射刀具路径允许只向上, 只向下或往复的加工参数, 提供了完整的策略控制.
等宽精加工. 单向和往复刀具路径能够在任意角度上被设置. 针对浅滩和峭壁区域, 能够设置角度限制, 消除复杂图形边界的要求. 优化交叉加工能够被用于一条刀具路径内的峭壁区域. 这将自动建立额外的刀具路径, 该刀具路径以 90 度垂直于原先的刀具路径, 仅仅加工区域需要生成一个固定的曲面来完成整个零件. 等宽加工路径内的粗加工模式能够被用于在一个工程中粗加工和精加工该制品. 平顺的切宽和切向延伸路径能够被用于生成一个更好的曲面精度, 以及 NC 文件在机床上更平顺的运行.
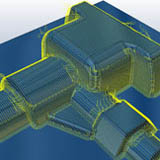
等高线细加工 / 复合等高线细加工. 针对有着峭壁的零件, Z 层上的切削提供了一种良好的曲面精度. VISI 在等高线细加工策略中提供许多选项, 从而由刀具路径产生最好的效果. 当壁的角度发生了变化, VISI 能够自动调整浅滩区域的每层的高度. 线架构图形也能够被用于控制层的高度, 角度限制能够被用于消除浅滩区域内的路径. 螺旋选项允许建立一条连续的刀具路径, 从而消除制品上的接痕, 并改善曲面精度. 此外, 一种复合等高线细加工刀具路径能够用于精修一条刀具路径中的峭壁和浅滩. 这种策略允许使用等高线细加工的方式铣削峭壁区域, 并使用 3D 等宽加工的方式铣削浅滩区域. 这种策略作为一条最终的精修刀具路径来使用.
导引线加工和 3D 曲线加工. 操作者能够通过穿过模型的两条驱动曲线来控制切削的区域. 平行加工将在曲线图形间可变, 使用曲线形状作为刀具路径的方向. 垂直加工将以垂直于给定切削方向的导引曲线运行, 允许加工方式更多的控制. 3D 曲线加工迫使刀具沿着开放空间 (无模型图形) 内的 3D 曲线运行, 是在模型曲面上刻线和雕刻的理想的加工策略.
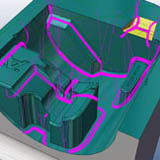
细致的残料加工. 模型上小的特征通常需要使用一把较小的刀具执行残料加工, 以便完全加工到位. 残料加工指令将通过前一把刀具准确的侦测留下的区域, 以便它们能够被再次加工. 为了更好的完成, 这个过程能够根据需要而重复多次, 以便能够使用非常小的刀具成功加工. 刀具路径能够以由外侧向中心或由中心向外侧的方式来进行. 由于特征靠的非常近, 刀具路径将是可变的, 并且沿着障碍物混合在一起, 从而提供一条没有任何突然性方向变化的平顺而流畅的刀具路径, 最少化提刀移动的次数, 并有助于刀具上的震动负载, 以及尽可能保持高的进给速度.
短的演算时间和批处理. 新的运算法则提供了非常快速的演算时间, 甚至于最复杂的制品. 高速机床需要大量的数据来保持它们高效地运行. 通过保持尽可能短的演算时间, 事先未安排的机床停顿将被保持在极短的时间内. 要最大化软件的调配, VISI 使用多线程技术能够完成同一时间的多工程的演算, 而批处理允许完成非工作时间内的无人环境下的演算任务的排列. 为了更快速的预备程序, 个别工程能够被分别后处理, 以便在精加工还在演算的时候就能够开始加工粗加工工程.
所有工程都支援斜度刀. 模型的斜面位置, 能够使用斜度刀直接加工模型上的斜面. 当使用直的刀具时, 需要在开始加工前对模型进行修改, 增加一个正确的倾斜角度. 对输入图形增加斜度常常是一个非常困难且耗时的任务.
图形化的刀具路径编辑和重排序. 一旦刀具路径已经被演算, 它能够非常容易被修剪, 并且通过编辑快速移动来优化切削方式, 以便适应各种零件. 工程的顺序也能够容易地更改; 一种简单的拖曳方法能够用于修改工程的顺序. 刀具路径编辑给操作者提供了自由而快速实现他们想要的加工方式和工程顺序的工具.
平顺的点群分布和平顺的接续. VISI 以平均分配的座标建立各条刀具路径. 通过传送平顺和高效的 CNC 代码给机床控制器, 它将减少机床上不必要的加速和减速, 使得机床的运行能够尽可能的接近于程序中的进给速度. 所有刀具路径在转角上有着平顺的 R 角, 路径间有着平顺的接续, 以及针对回圈移动的链接每条路径结束端的选项. 所有这些因素有助于机床运行的更快, 防止突然性的方向的变化, 并消除刀具上过度的压力.
完全的过切保护. 所有 3D 刀具路径都与相邻曲面执行过切检查, 以便消除刀具干涉的可能性. 另外, 小的平顺的 R 角被自动增加至内转角. 这些移动中止刀具在内转角处停顿的状态, 由于这些小的 R 角能够导致刀具拉入工件, 从而产生非预期的过切, 而这并不能够通过刀具路径验证侦测到.
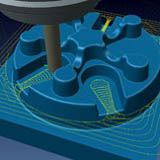
刀把干涉检查. 刀具, 刀把和模型的检查提供了一种潜在干涉的警告, 以及完成该工作必须的刀具长度等相关信息. 通过限制 Z 切削层, 能够使用数个刀具加工型腔, 利用短刀具的刚性移除最多的材料.
样板加工. 为了加快编程的速度, 包含刀具, 工程, 进给速度, 主轴转速, 切削深度等能够被全部储存至样板中, 以便在类似的或制品群组上再次使用. 应用它们至一个新的制品, 将使用相同的设置自动建立一系列新的刀具路径, 极大地减少编程时间, 并使用先前工作中已被证明过的公司标准的进给速度, 主轴转速, 方式和刀具等.
配置后处理器和设置加工程式单. 一个庞大的后处理器库能够适用于大多数的机床. 另外, 所有后处理器完全能够配置并适合于不同的需要. 钻孔和镗孔固定循环, 子程序和刀具补偿能输出车间使用的 3+2 轴和完全的五轴 CNC 代码. 针对复杂的仅供一人使用的机床, 预定的后处理器也能够被编写. 加工程式单被自动生成, 它包含了基准位置, 刀具, 工程时间, 切削深度等信息. 加工程式单的内容和布局能够被定制, 以便匹配每个使用者的需要, 并以 HTML 或 XLS 格式输出.
NC 进给速度优化. NC 代码能够进行进给速度的优化, 当进入较大余量区域时应用低的进给速度, 这使得机床运行的更快, 更平顺. 这个选项能够不断地比较移除的材料量与刀具的实际受力状况. 这个精确体积比较工具的结果提供了更好的刀具路径, 并在安全使用机床的前提下延长了刀具的切削寿命.
高速加工和硬材加工. VISI 中的许多刀具路径是为高速加工和硬材切削定制的. 平顺的转角, 平顺的切宽和圆弧化被用于最少化突然性的方向变化. 刀具退出的消除, 维持固定的刀具负载和优化 NC 代码使得 VISI 能够容易地顺利地编制高速加工程序.
2D 加工和制造特征识别. 模具制造过程中常常会碰到需要用到 2D 加工的零件. 由于 VISI 的整合特性, 个别模板的制造能够使用特征识别来完成. 钻孔特征和孔穴被自动选择, 并赋予正确的钻孔循环, 而针对多数复杂的模板将应用 2D 铣削路径, 并建立实用的 CNC 代码.
雕刻. 一种专业的雕刻解决方案提供了所有建立雕刻路径需要的功能. 任意 Windows 字体或 2D 图形能够被用于刀具路径的创建.
运动模拟. 运动模拟使用真实的机床尺寸和限制检验刀具路径. 当运行运动显示时, 切削刀具, 刀把, 夹具和固定装置能够被全部检查. 刀具路径上与毛坯, 刀具或机床上任意部件的过切都将被图形化加亮显示. 已测试的 3, 4 和 5 轴机床的一个综合目录是可用的. Hexagon 的工程师也能够建立任意定制机床的结构.